Drukowanie 3D krok po kroku Twój kompletny przewodnik od modelu do gotowego obiektu
- Druk 3D w technologii FDM to najpopularniejsza i najbardziej przystępna metoda dla początkujących, polegająca na warstwowym nakładaniu stopionego filamentu.
- Proces druku obejmuje pięć kluczowych etapów: przygotowanie modelu 3D, obróbka w programie "slicer", konfiguracja fizycznej drukarki, nadzorowanie wydruku oraz obróbka końcowa.
- Modele 3D można tworzyć samodzielnie w programach CAD (np. Tinkercad) lub pobierać z darmowych bibliotek (Thingiverse, Printables).
- Program "slicer" (np. Cura, PrusaSlicer) jest niezbędny do zamiany modelu na instrukcje dla drukarki (G-code), gdzie ustawia się kluczowe parametry takie jak wysokość warstwy, wypełnienie czy temperatury.
- Kluczem do udanego wydruku jest prawidłowe wypoziomowanie stołu roboczego, czystość powierzchni oraz odpowiednie załadowanie filamentu.
- PLA to najlepszy filament na początek jest łatwy w druku, biodegradowalny i nie wymaga podgrzewanego stołu.
- Najczęstsze problemy, takie jak podwijanie się wydruku (warping), nitkowanie (stringing) czy zapychanie dyszy, mają proste rozwiązania, które poznasz w tym przewodniku.
Czym tak naprawdę jest druk 3D i dlaczego technologia FDM to najlepszy wybór na start?
Druk 3D, znany również jako wytwarzanie addytywne, to rewolucyjna technologia, która pozwala na tworzenie trójwymiarowych obiektów z cyfrowych projektów. Zamiast odejmować materiał, jak w tradycyjnych metodach obróbki, drukarka 3D buduje obiekt warstwa po warstwie, dodając materiał, aż do uzyskania pełnego kształtu. To właśnie ta "addytywna" natura sprawia, że druk 3D jest tak elastyczny i pozwala na tworzenie złożonych geometrii, które byłyby niemożliwe do wykonania innymi metodami.Wśród wielu dostępnych technologii druku 3D, jedna wyróżnia się szczególnie pod kątem przystępności i popularności wśród hobbystów oraz początkujących użytkowników to FDM (Fused Deposition Modeling). W technologii FDM, drukarka działa na zasadzie rozgrzewania termoplastycznego materiału, zwanego filamentem, do temperatury topnienia. Następnie, stopiony materiał jest precyzyjnie wyciskany przez dyszę, tworząc cienką warstwę na platformie roboczej. Po zastygnięciu pierwszej warstwy, drukarka nakłada kolejną, i tak dalej, aż do momentu, gdy cały obiekt zostanie zbudowany.
Dlaczego FDM jest najlepszym wyborem na początek? Przede wszystkim ze względu na niski próg wejścia. Drukarki FDM są stosunkowo niedrogie, a ich obsługa jest intuicyjna. Filamenty do FDM są szeroko dostępne i również przystępne cenowo. Co więcej, ta technologia jest bardzo wyrozumiała dla początkujących nawet z drobnymi błędami w ustawieniach, często udaje się uzyskać akceptowalny wydruk. To sprawia, że możesz szybko zacząć eksperymentować i uczyć się, nie martwiąc się o wysokie koszty czy skomplikowane procesy.
Przeczytaj również: Jak wywołać zdjęcia w Empiku? Twój przewodnik po Empik Foto
Anatomia drukarki 3D: Co musisz wiedzieć o ekstruderze, stole roboczym i dyszy?
Zanim zagłębimy się w szczegóły procesu drukowania, warto poznać podstawowe elementy drukarki 3D, które odgrywają kluczową rolę w całym procesie. Zrozumienie ich funkcji pomoże Ci lepiej kontrolować wydruki i rozwiązywać ewentualne problemy.
Ekstruder to serce każdej drukarki FDM. Jest to mechanizm odpowiedzialny za pobieranie filamentu z rolki i podawanie go do głowicy drukującej. Składa się z silnika, kół zębatych, które chwytają filament, oraz rurki prowadzącej. Jego prawidłowe działanie jest kluczowe dla równomiernego podawania materiału.
Stół roboczy, zwany również platformą do druku, to powierzchnia, na której powstaje Twój wydruk. Jego rola jest niezwykle ważna, ponieważ to właśnie do niego musi przylegać pierwsza warstwa modelu. Wiele drukarek posiada podgrzewany stół, co znacząco poprawia adhezję (przyczepność) i zapobiega podwijaniu się wydruków, zwłaszcza przy materiałach takich jak ABS czy PET-G.
Dysza to mały, metalowy element umieszczony na końcu głowicy drukującej, przez który wytłaczany jest stopiony filament. Jej średnica (najczęściej 0.4 mm) wpływa na grubość warstwy i szczegółowość wydruku. To właśnie w dyszy filament osiąga odpowiednią temperaturę topnienia, zanim zostanie precyzyjnie nałożony na stół lub poprzednią warstwę.
Krok 1: Wybierz i przygotuj swój cyfrowy model
Pierwszym krokiem w procesie druku 3D jest oczywiście posiadanie cyfrowego modelu. Bez niego drukarka nie wie, co ma tworzyć. Masz dwie główne ścieżki: możesz skorzystać z gotowych projektów lub stworzyć własne.
Dla początkujących, najłatwiejszym sposobem jest pobranie gotowych modeli. Istnieje wiele darmowych platform, które oferują tysiące projektów, od praktycznych narzędzi po figurki i ozdoby. Moje ulubione to:
- Thingiverse: Jedna z największych i najstarszych bibliotek modeli 3D.
- Printables.com: Dynamicznie rozwijająca się platforma z wysokiej jakości modelami i aktywną społecznością.
- MyMiniFactory: Kolejna popularna strona z szerokim wyborem modeli.
Jeśli masz ochotę na coś bardziej osobistego, możesz spróbować stworzyć własny model. Nie musisz być od razu ekspertem od CAD-a. Na początek polecam:
- Tinkercad: Bezpłatne, przeglądarkowe oprogramowanie, które jest niezwykle intuicyjne i idealne do nauki podstaw modelowania 3D.
- Fusion 360: Bardziej zaawansowane narzędzie od Autodesk, które oferuje darmową licencję dla hobbystów i małych firm. Pozwala na tworzenie znacznie bardziej skomplikowanych projektów.
Niezależnie od tego, czy pobierasz, czy tworzysz, Twoje modele 3D będą najczęściej zapisane w formatach takich jak .STL, .OBJ lub coraz popularniejszym .3MF. Te pliki zawierają informacje o geometrii obiektu, ale nie o tym, jak drukarka ma go wydrukować. Do tego potrzebujemy kolejnego narzędzia slicera.
Krok 2: Oprogramowanie "slicer" jak przygotować model do druku
Slicer to absolutnie niezbędne oprogramowanie w procesie druku 3D. Jego nazwa pochodzi od angielskiego słowa "slice", czyli "kroić", co doskonale oddaje jego funkcję. Program ten "kroi" Twój trójwymiarowy model na setki, a nawet tysiące dwuwymiarowych warstw, a następnie generuje instrukcje dla drukarki tzw. G-code. To właśnie G-code mówi drukarce, gdzie ma poruszać głowicą, kiedy wytłaczać filament, z jaką prędkością i w jakiej temperaturze. Bez slicera Twoja drukarka jest bezużyteczna.
Na szczęście, na rynku dostępne są doskonałe, darmowe programy typu slicer, które z powodzeniem wykorzystuję w swojej pracy:
- Ultimaker Cura: Bardzo popularny, intuicyjny i oferujący mnóstwo opcji program.
- PrusaSlicer: Rozwijany przez firmę Prusa Research, ceniony za zaawansowane funkcje i wysoką jakość generowanego G-code.
- Bambu Studio: Szybko zyskujący na popularności, szczególnie wśród użytkowników drukarek Bambu Lab, ale dostępny także dla innych maszyn.
Po zaimportowaniu modelu do slicera, musisz ustawić kluczowe parametry druku. To one decydują o jakości, wytrzymałości i czasie realizacji Twojego projektu:
- Wysokość warstwy (Layer Height): Ten parametr określa grubość pojedynczej warstwy filamentu. Im mniejsza wysokość warstwy (np. 0.1 mm), tym gładszy i bardziej szczegółowy będzie wydruk, ale jednocześnie dłuższy będzie czas drukowania. Większa wysokość (np. 0.2-0.3 mm) przyspieszy proces, ale wydruk będzie miał bardziej widoczne warstwy. Na początek polecam 0.2 mm jako dobry kompromis.
- Wypełnienie (Infill): Modele 3D rzadko drukujemy jako w pełni lite obiekty. Wypełnienie to wewnętrzna struktura, która nadaje wydrukowi wytrzymałość. Wyraża się je w procentach (np. 20% oznacza, że 20% objętości wewnętrznej zostanie wypełnione). Niskie wypełnienie (10-20%) wystarcza do większości dekoracyjnych przedmiotów, oszczędzając materiał i czas. Do części funkcjonalnych, które muszą być wytrzymałe, warto zwiększyć wypełnienie do 40-60%.
- Temperatura dyszy i stołu (Nozzle and Bed Temperature): To kluczowe ustawienia, które muszą być dopasowane do rodzaju filamentu. Zbyt niska temperatura dyszy może prowadzić do zapychania się i słabej adhezji warstw, zbyt wysoka do nitkowania i deformacji. Temperatura stołu (jeśli jest podgrzewany) wpływa na przyczepność pierwszej warstwy i zapobiega podwijaniu się wydruku. Zawsze sprawdzaj zalecane temperatury dla konkretnego filamentu, ale dla PLA zazwyczaj jest to około 200-210°C dla dyszy i 50-60°C dla stołu.
- Podpory (Supports): Jeśli Twój model ma elementy "zwisające" w powietrzu (kąty większe niż około 45-60 stopni), drukarka nie będzie miała na czym ich zbudować. W takich sytuacjach musisz wygenerować podpory. Slicer automatycznie obliczy, gdzie są potrzebne i stworzy łatwe do usunięcia struktury, które po wydruku po prostu odłamiesz. Pamiętaj, że podpory zużywają dodatkowy filament i mogą pozostawiać ślady na powierzchni wydruku.
Krok 3: Przygotuj drukarkę do pracy
Kiedy Twój model jest już "pocięty" i masz gotowy plik G-code, czas przygotować samą drukarkę. Ten etap jest równie ważny jak ustawienia w slicerze, a jego zaniedbanie może zniweczyć cały wysiłek.
- Poziomowanie stołu roboczego (Bed Leveling): To absolutnie najważniejszy krok. Prawidłowo wypoziomowany stół to podstawa sukcesu. Jeśli stół będzie krzywy, pierwsza warstwa nie przylegnie równomiernie w niektórych miejscach będzie za cienka, w innych za gruba, co prowadzi do odklejania się wydruku lub "spaghetti monster". Większość drukarek ma system poziomowania ręcznego (za pomocą śrub pod stołem i kartki papieru, która powinna stawiać lekki opór między dyszą a stołem) lub automatycznego (ABL). Poświęć temu czas, a unikniesz wielu frustracji.
- Załadowanie filamentu: Upewnij się, że masz odpowiedni filament (np. PLA) i że jest on prawidłowo załadowany do ekstrudera. Włóż końcówkę filamentu do otworu podajnika, a następnie delikatnie go popchnij, aż poczujesz opór silnika ekstrudera. W większości drukarek filament zostanie automatycznie wciągnięty. Poczekaj, aż rozgrzana dysza zacznie wytłaczać równomierny strumień plastiku to znak, że filament dotarł do celu i jest gotowy do druku.
- Czystość stołu roboczego: Nawet idealnie wypoziomowany stół nie zapewni dobrej adhezji, jeśli będzie brudny. Tłuste odciski palców, kurz czy resztki poprzednich wydruków to wrogowie pierwszej warstwy. Przed każdym drukiem przetrzyj stół izopropanolem lub specjalnym środkiem do czyszczenia stołów drukarek 3D. Dla lepszej przyczepności możesz również użyć specjalnego kleju w sztyfcie lub sprayu adhezyjnego.
Krok 4: Uruchom i nadzoruj proces drukowania
Kiedy drukarka jest gotowa, a plik G-code czeka, czas na rozpoczęcie druku. Istnieje kilka sposobów na przesłanie pliku do drukarki:
- Karta SD/USB: Najpopularniejsza metoda. Po prostu zapisz plik G-code na karcie SD lub pendrive i włóż do odpowiedniego gniazda w drukarce.
- USB: Możesz podłączyć drukarkę bezpośrednio do komputera kablem USB i wysłać plik z poziomu slicera.
- Wi-Fi/Ethernet: Niektóre nowocześniejsze drukarki posiadają moduł Wi-Fi, co pozwala na bezprzewodowe przesyłanie plików i zdalne monitorowanie.
Po uruchomieniu wydruku, kluczowe jest nadzorowanie pierwszej warstwy. To ona decyduje o stabilności całego modelu. Obserwuj, czy filament równomiernie przylega do stołu, czy nie ma przerw, czy warstwa nie jest zbyt cienka ani zbyt gruba. Jeśli coś jest nie tak, masz jeszcze czas, aby szybko zatrzymać druk, skorygować poziomowanie lub inne ustawienia i spróbować ponownie. Lepiej stracić kilka minut na pierwszej warstwie niż zmarnować godziny na nieudany wydruk.
Co robić, gdy coś pójdzie nie tak w trakcie druku? Najczęstszy problem to tzw. "spaghetti monster" drukarka drukuje w powietrzu, tworząc chaotyczną plątaninę filamentu. Zazwyczaj oznacza to, że wydruk odkleił się od stołu lub coś zablokowało dyszę. W takiej sytuacji natychmiast zatrzymaj drukarkę, usuń nieudany wydruk i filament, a następnie zdiagnozuj problem (np. ponownie wypoziomuj stół, wyczyść dyszę). Nie ma sensu kontynuować druku, który już jest skazany na porażkę.

Krok 5: Obróbka końcowa od wydruku do gotowego obiektu
Gratulacje! Twój model został wydrukowany. Ale to jeszcze nie koniec. Aby uzyskać profesjonalny i estetyczny efekt, często konieczna jest obróbka końcowa, czyli post-processing.- Bezpieczne zdjęcie modelu ze stołu roboczego: Przed zdjęciem wydruku, poczekaj, aż stół roboczy całkowicie ostygnie. Wiele materiałów, zwłaszcza PLA, łatwo odchodzi od stołu po schłodzeniu. Jeśli wydruk nadal mocno trzyma, użyj szpachelki lub specjalnego narzędzia do zdejmowania wydruków, podważając go delikatnie z różnych stron. Nigdy nie używaj nadmiernej siły, aby nie uszkodzić ani wydruku, ani stołu.
- Usuwanie podpór (supportów) i raftu: Jeśli Twój model wymagał podpór lub raftu (dodatkowej podstawy, która poprawia adhezję), teraz nadszedł czas, aby je usunąć. Do tego celu najlepiej użyć ostrych szczypiec, nożyka modelarskiego lub skalpela. Staraj się usuwać je ostrożnie, aby nie pozostawić brzydkich śladów na powierzchni wydruku. Niektóre podpory są zaprojektowane tak, aby łatwo się odrywały, inne mogą wymagać większej precyzji.
-
Wykończenie wydruku: Aby nadać wydrukowi profesjonalny wygląd, możesz zastosować kilka technik:
- Szlifowanie: Drobnoziarnisty papier ścierny pozwoli wygładzić powierzchnię, usunąć pozostałości podpór i zniwelować widoczne warstwy. Zacznij od grubszej gradacji, a następnie przejdź do coraz drobniejszej.
- Klejenie: Jeśli Twój model składa się z kilku części, możesz je skleić klejem cyjanoakrylowym (super glue) lub specjalnym klejem do plastiku.
- Malowanie: Druk 3D to świetna baza pod malowanie. Użyj podkładu do plastiku, a następnie farb akrylowych, aby nadać swojemu projektowi kolor i charakter.
Materiały eksploatacyjne: Jaki filament wybrać na początek?
Wybór odpowiedniego filamentu ma ogromne znaczenie dla sukcesu Twoich pierwszych wydruków. Na rynku dostępnych jest wiele rodzajów, ale na początek warto skupić się na tych najbardziej przyjaznych użytkownikowi. Oto moje rekomendacje:
| Nazwa filamentu | Zalety na początek | Wady/Wymagania |
|---|---|---|
| PLA (Polilaktyd) | Najłatwiejszy w druku, biodegradowalny, niski skurcz (mało podatny na warping), nie wymaga podgrzewanego stołu. Idealny do nauki i prototypowania. | Mniejsza wytrzymałość mechaniczna i odporność na temperaturę niż inne filamenty. |
| PET-G (Glikol polietylenowy tereftalanu) | Bardziej wytrzymały i odporny na temperaturę niż PLA. Dobra adhezja między warstwami. | Nieco trudniejszy w druku niż PLA, może być podatny na nitkowanie (stringing). Wymaga podgrzewanego stołu. |
| ABS (Akrylonitryl-butadien-styren) | Bardzo wytrzymały, odporny na uderzenia i wysoką temperaturę. | Bardzo wymagający dla początkujących: duży skurcz (silny warping), wymaga podgrzewanego stołu i zamkniętej komory drukarki. Wydziela opary podczas druku. Unikaj na początek! |
| TPU (Termoplastyczny poliuretan) | Elastyczny, idealny do tworzenia giętkich części (np. etui na telefon, uszczelki). | Bardzo trudny w druku ze względu na elastyczność, wymaga specjalnych ustawień i często drukarki z ekstruderem typu direct drive. Unikaj na początek! |
Najczęstsze problemy z drukiem 3D i ich proste rozwiązania
Nawet doświadczeni drukarze 3D spotykają się z problemami, a co dopiero początkujący. Ważne jest, aby nie zniechęcać się, ponieważ większość typowych usterek ma proste i sprawdzone rozwiązania. Oto najczęstsze z nich:
-
Warping (podwijanie się wydruku):
- Problem: Krawędzie wydruku odrywają się od stołu i podwijają do góry, co prowadzi do deformacji lub całkowitego zniszczenia modelu.
- Przyczyna: Słaba adhezja pierwszej warstwy do stołu lub zbyt szybkie i nierównomierne chłodzenie materiału, które powoduje jego kurczenie się.
-
Rozwiązanie:
- Upewnij się, że stół jest idealnie wypoziomowany.
- Zwiększ temperaturę stołu (jeśli jest podgrzewany) o 5-10°C.
- Użyj środków adhezyjnych, takich jak klej w sztyfcie, lakier do włosów lub specjalny spray do drukarek 3D.
- W slicerze włącz opcję "brim" (dodatkowa, cienka krawędź wokół wydruku), która zwiększy powierzchnię styku z podłożem.
- Zmniejsz prędkość druku pierwszej warstwy, aby materiał miał więcej czasu na ostygnięcie i przylgnięcie.
-
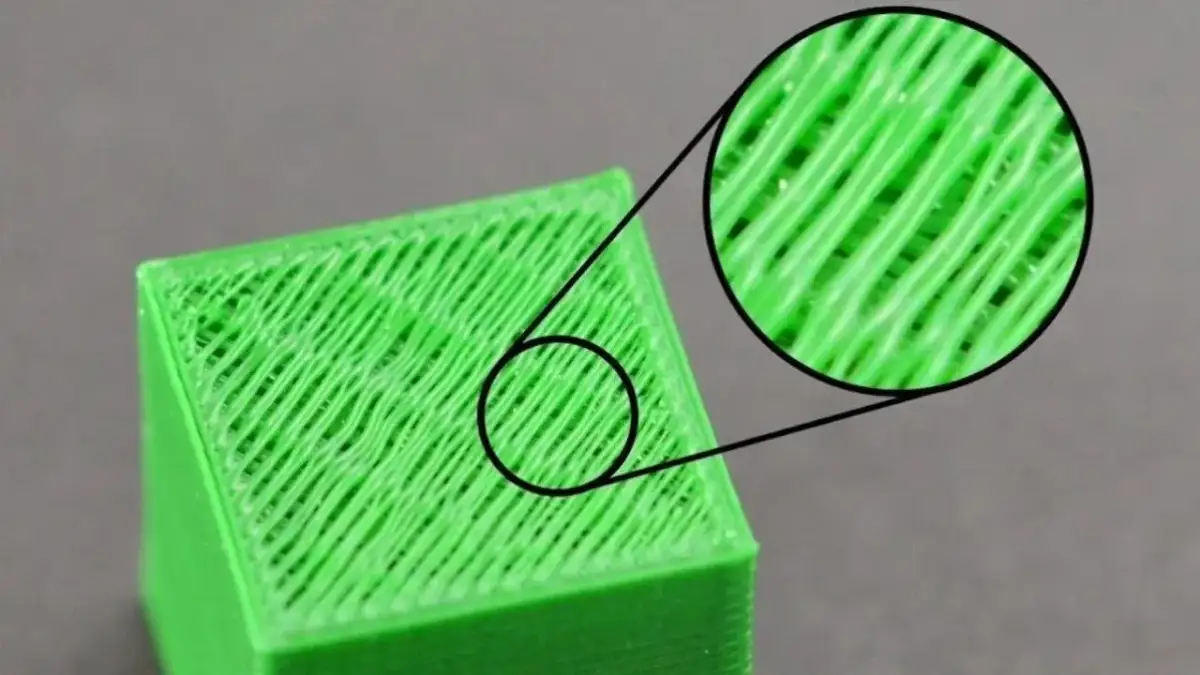
Stringing (nitkowanie):
- Problem: Pomiędzy częściami modelu pojawiają się cienkie nitki filamentu, przypominające pajęczynę.
- Przyczyna: Filament wycieka z dyszy, gdy głowica przemieszcza się nad pustą przestrzenią, zamiast być "cofniętym" przez ekstruder.
-
Rozwiązanie:
- Zoptymalizuj ustawienia retrakcji w slicerze. Retrakcja to funkcja, która cofa filament o kilka milimetrów, gdy głowica ma się przemieścić bez drukowania. Zwiększ długość retrakcji i/lub prędkość retrakcji.
- Zmniejsz temperaturę dyszy o 5-10°C (jeśli jest zbyt wysoka, filament jest bardziej płynny i łatwiej wycieka).
- Upewnij się, że filament jest suchy wilgotny filament jest bardziej podatny na nitkowanie.
-
Zapychanie się dyszy (clogging):
- Problem: Filament przestaje być wytłaczany z dyszy, a drukarka drukuje "w powietrzu".
- Przyczyna: Może być spowodowane złą jakością filamentu (zanieczyszczenia), zbyt niską temperaturą druku, zbyt szybką retrakcją lub nagromadzeniem zwęglonego materiału w dyszy.
-
Rozwiązanie:
- Spróbuj odetkać dyszę, podgrzewając ją do temperatury o 10-20°C wyższej niż zwykle i ręcznie przepychając filament.
- Użyj cienkiej igły lub drutu dołączonego do drukarki, aby przebić zator w dyszy.
- Jeśli to nie pomoże, konieczna może być wymiana dyszy na nową.
- Upewnij się, że używasz filamentu dobrej jakości i przechowujesz go w suchym miejscu.
- Sprawdź, czy wentylator chłodzący hotend (górną część głowicy) działa prawidłowo, aby zapobiec "heat creep", czyli rozszerzaniu się filamentu zbyt wysoko w głowicy.